

四川达州行车行吊厂家(18738555339)主营产品:电动单梁、双梁起重机、桥式门式起重机,冶金起重机,防爆起重机,港口门座起重机,变频起重机,铸造起重机,电磁起重机,架桥机,提梁机等。
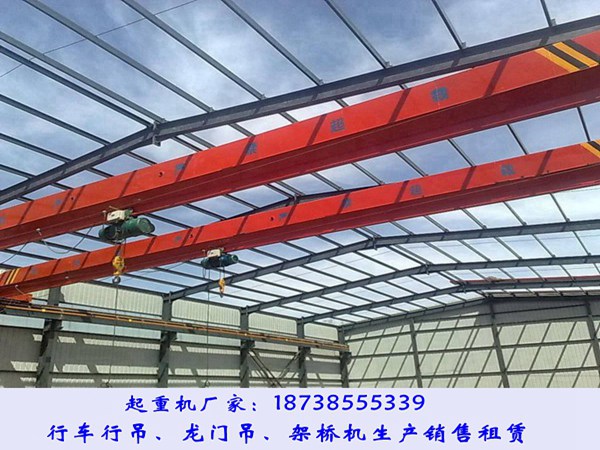
四川达州行车行吊销售厂家带大家了解下桥式起重机的生产制造工艺
1.生产工艺分析
 在桥式起重机的筋板制造方面,有拼接和整料两种方式,因为筋板是基础,筋板的尺寸对整体质量有着很大的影响,所以在筋板的尺寸要求上,宽度误差必须小于1毫米,在长度上虽然没有明确的误差要求,但是也要在规定标准范围内。在板材使用时,假如出现了长度不够用的情况下,通常使用拼接工艺来继续完成,焊缝拼接应该使用单面双向60度的坡口,预留问隙要保证在2毫米左右,处理坡口要符合坡口处理相关规定,如果接口特殊,则要进行特殊标注。
在桥式起重机的筋板制造方面,有拼接和整料两种方式,因为筋板是基础,筋板的尺寸对整体质量有着很大的影响,所以在筋板的尺寸要求上,宽度误差必须小于1毫米,在长度上虽然没有明确的误差要求,但是也要在规定标准范围内。在板材使用时,假如出现了长度不够用的情况下,通常使用拼接工艺来继续完成,焊缝拼接应该使用单面双向60度的坡口,预留问隙要保证在2毫米左右,处理坡口要符合坡口处理相关规定,如果接口特殊,则要进行特殊标注。
接头要在中心以外的地方,是在直径2米的范围之内。在主梁构件安装时,对于安装筋板,要使用上翼缘板上划线定位方式,用直角尺检验垂直后进行点固,然后将上翼缘板和筋板焊缝连接。腹板安装时,要将两个腹板拼接到一块,分清腹板与上翼缘板并划线轴,使腹板跨度线轴和上翼缘板跨度线轴能够符合。
后在两个板跨度线轴的中心进行焊缝连接。后安装下翼缘板,此步骤非常重要,因为下翼缘板的安装关系到起重机主梁的稳固性和耐用性。所以一定要让安装人员对整个安装过程有个正确的认识,并认直对待。从板子的对称线设置开始,到主梁上下盖板,再到垂直检测,后确保拱度符合要求。
2.构件焊接
首先要检查焊接材料的质量,确认钢材质量符合焊接工艺,如果不匹配,应及时更换焊接材料,避免影响后续的工作,如果钢板厚度在13毫米以下,需使用减板机进行处理。以此提高设备的使用效率,减低成本,增加企业效益。假如厚度大于12毫米,就要用坡口处理进行焊接,特殊接口特殊标注。步骤方法不同需要注意的点不同,定位焊要保证材料与材料之间的统一。打底焊要使焊缝整齐严格管理监督,避免出现焊接过程的技术问题。二次焊接需要用自动焊的方法。完成后用熄弧板进行打磨,避免重物敲砸,后也要让焊缝外观与要求一致
四川达州行车行吊生产厂家设备按用途分为可分为通用桥式起重机、简易粱桥式起重机、冶金专用桥式起重机三种;按动力方式分为手动和电动;按梁的数量分单梁和多梁等;按用途为一用、二用和多用。
网址:/